國內PCB工廠買絲印烘干設備,有一條默認前提:產線能招到足夠的人來操作設備。過去兩年,頭部企業新增高端產能投資超400億元,產能在擴張,招工需求也在增加,但國內PCB行業面臨的已經不是“有沒有人”的問題,而是“有沒有合適的人”——企業招聘重心從普工轉向了掌握工藝和設備維護經驗的中高端人才。
在這種約束下,提高設備PCB塞孔絲印機和隧道盧紅霞自動化水平不再是錦上添花,而是擴張產能時保證品質一致性的必要手段。行業趨勢也驗證了這一點:進一步提升自動化程度已是PCB制造業的主流發展方向,具備自動化集成方案的設備企業正獲得更多選型關注。
但在泰國建PCB廠,絲印烘干設備設備選型的考量維度又多了一層。
國內工廠設備出故障,全自動PCB絲印烘干生產線廠家工程師當天就能到現場。泰國的情況不同——根據臺灣電路板協會(TPCA)與泰國電路板協會(THPCA)在2026年產業高峰會上發布的調查數據,目前有46%的在泰PCB廠商本地采購比例低于20%,缺口最嚴重的領域除了在地材料供應(35%),就是設備零件后勤與維護服務(21%)。這不是說泰國沒有設備服務商,而是說整個服務體系還在建設過程中,響應速度和備件儲備都遠不如國內成熟。
這個差異直接改變了選型邏輯。在國內,一臺全自動絲印烘干連線方案的自動化優勢是“加分項”——它能省人、提效,但工廠里有經驗豐富的設備團隊頂著,加分項的權重并不高。在泰國,同樣是自動化優勢,權重明顯提升——不是因為能省人,而是因為設備停機帶來的損失更大,所以對設備穩定性和供應商服務能力的要求更高。
另一個變量是折舊攤銷的壓力。深南電路在其泰國工廠的投資者關系記錄中明確提到,泰國工廠2025年第三季度已連線投產,折舊攤銷開始計入利潤表,但產量仍有限,固定成本攤薄不足會對利潤造成負向影響。這意味著泰國新工廠的產能爬坡速度,直接決定了財務報表上的虧損持續多久。設備從安裝調試到穩定量產的時間越短,虧損周期就越短。
從這個角度看,全自動PCB絲印烘干連線方案的價值不僅僅是省人工。勝宏科技泰國工廠的實踐提供了參照:關鍵管理和技術崗位由惠州總部派駐經驗豐富的骨干人員,泰國生產基地已部署與總部相同的生產管理系統,在計劃排產、物料管理和質量控制等環節實現全鏈條信息流與總部同頻互通。這套“系統先行”的策略,目的就是縮短海外工廠的爬坡周期。絲印烘干段的設備方案同樣可以遵循這一邏輯——把國內的成熟工藝參數和管理標準,通過自動化連線方案固化到設備中,而不是依賴泰國本地操作人員的經驗積累。
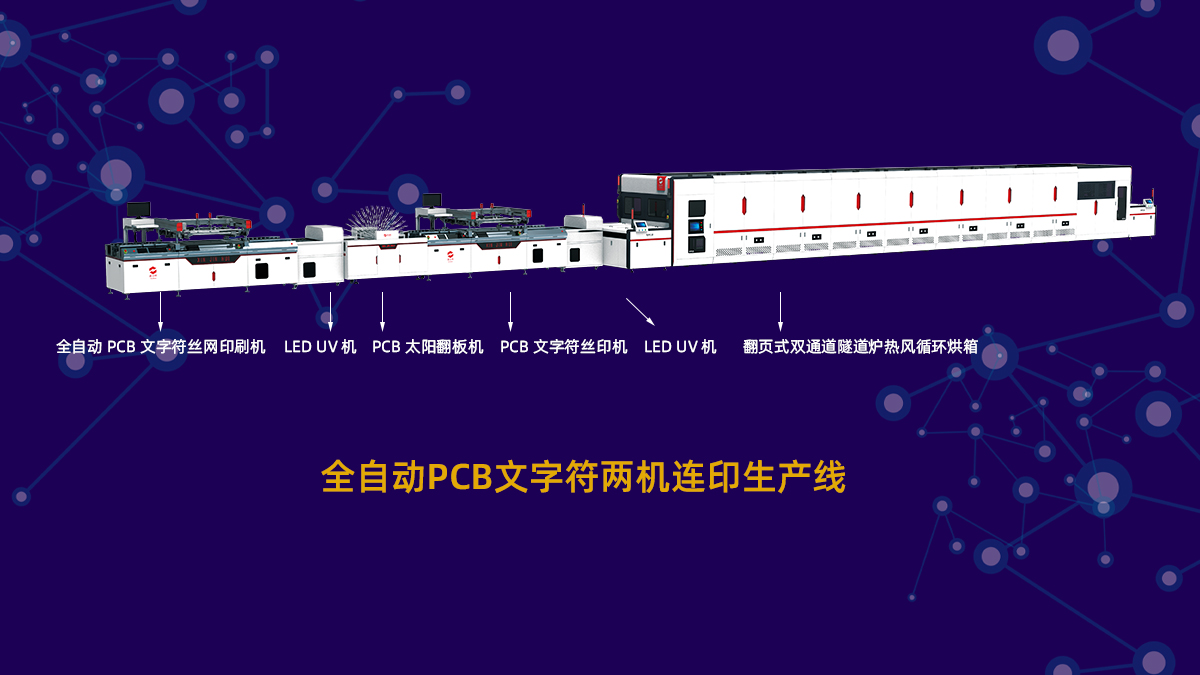
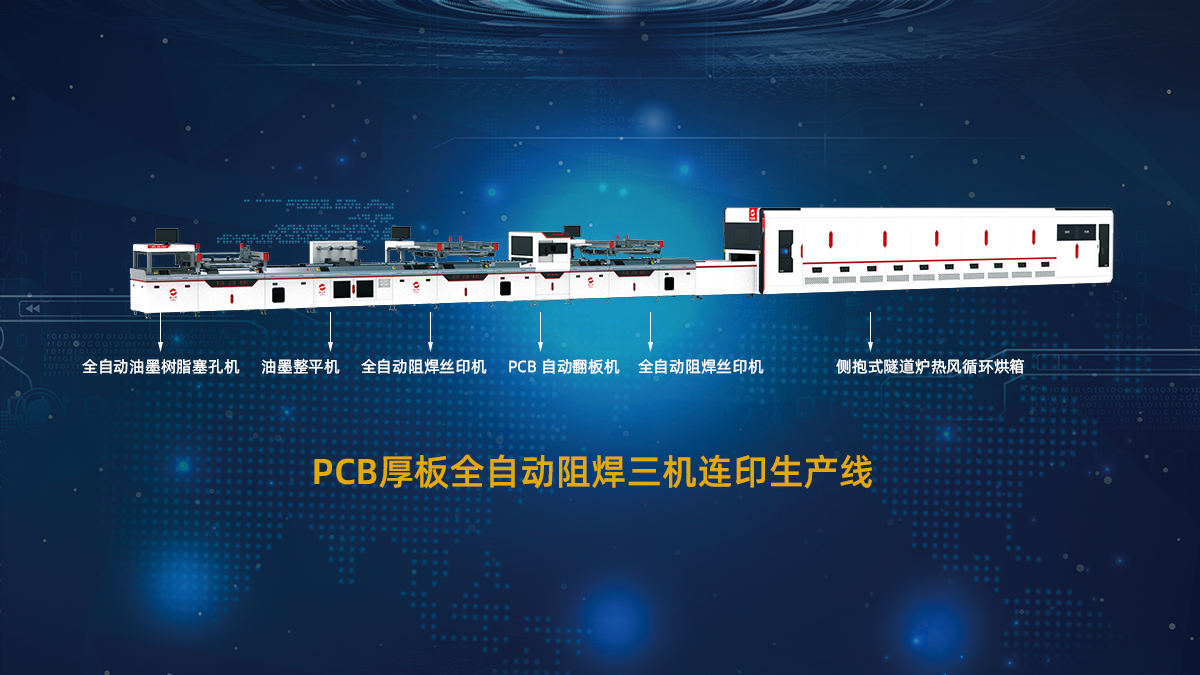
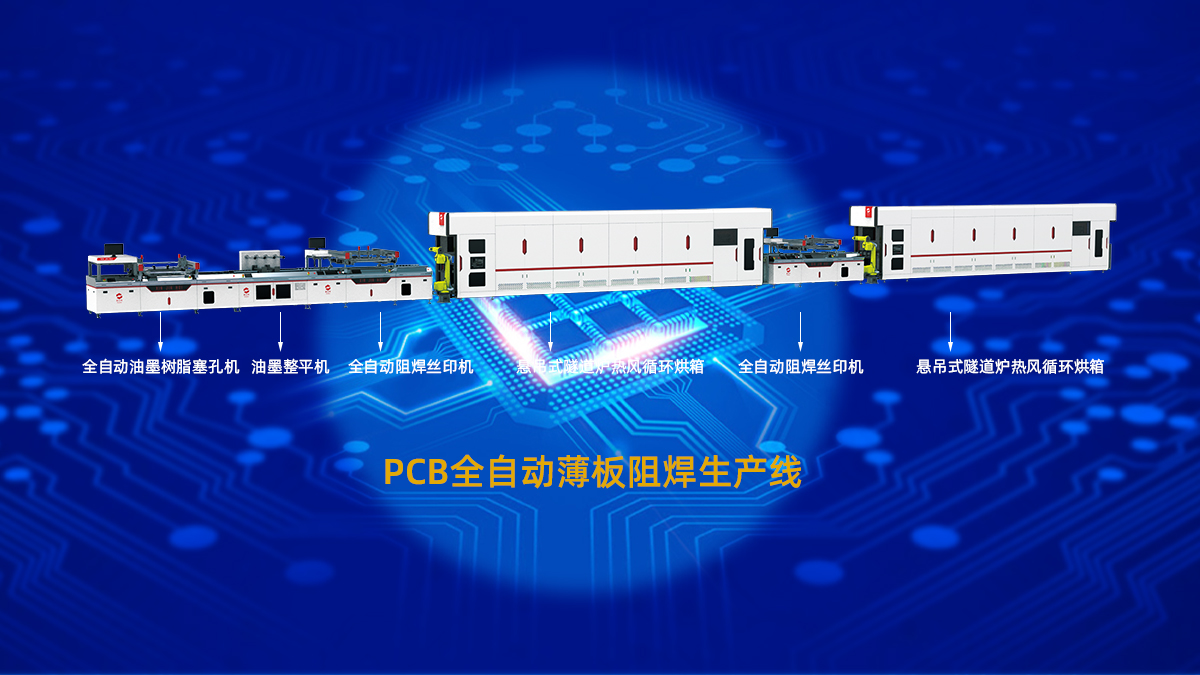
以全自動絲印烘干生產線為例,搭載的PLC控制系統內置多種工藝配方庫,切換料號時在觸控屏上選取對應配方即可自動加載,不需要每次重新調試。第三代節能隧道爐節能效率較初代產品提升55%,在泰國電力成本高于國內的背景下,能效差距直接反映在運營成本上。換料號時間縮短到10分鐘以內,多品種小批量排產時設備有效工作時間占比更高,這對爬坡期產線尤為重要。
國內PCB工廠買絲印烘干設備,往往更關注單機性能和初期采購成本,因為運營環境成熟、變數小,人能兜底。泰國新廠選、絲印機、隧道爐、烘箱設備,自動化程度和供應商的整線交付能力在選型決策中的權重明顯更高——因為設備穩定性直接關聯產能爬坡速度,而產能爬坡速度又直接關聯海外工廠的盈利拐點。兩套邏輯的差異,本質上是由運營環境的成熟度決定的。

 粵公網安備44190002007855號
粵公網安備44190002007855號